ドリル の 先端 角度
好意 を 匂わせる 男ドリル先端部長さ一覧表【118°、120°、130°、140°、90°】. ドリル先端角は一般的な 118°、120°、130°、140°、90° の5パターンとなってます。 もくじで目的の先端角をクリックして頂くと目的の先端角まで移動するように. なってます。 先端角ごとに枠色を変えてありますので間違えないようにして下さい。 製造現場・加工現場で活用してもらえれば幸いです♪. 先端部長さ算出条件. ドリル径はφ0.1~φ13mmまでで0.1mmごとに計算しました. 先端部長さは小数点第三位で四捨五入しています. 単位はmmです。 ドリル先端部長さ図解. もくじ [ 閉じる] 1 先端角118°(枠:青色) 2 先端角120°(枠:黄色) 3 先端角130°(枠:緑色) 4 先端角140°(枠:赤色) 5 先端角90°(枠:黒色) Sponsored Link. ドリルの基礎知識(3)先端角|自動工具研削盤・工具再研磨機 . カーペット 2 畳 大き さ
煎茶 と 緑茶 の 違い カテキンドリルの先端角. 前回にも解説したとおり、ドリルの軸に平行な面に切れ刃を平行にして投影したときの角(JIS B 0171 : 2014 より)を、 先端角 といいます。 市販の多くのハイスのドリルの場合、118°というのが一般的です。 先端角を大きくするとスラスト方向の負荷が増大し、1回転あたりの切り込み量も増大します。 また、ねじれ角や逃げ角との兼ね合いもあり、用途や工具材質、ドリル径によって最適な角度は異なります。 センタードリルなど、加工穴側の角度が重要な場合もあります。 この場合、先端角は平行投影ではなく回転投影での角度で定義されることが多いです。 そしてこういったドリルの平行刃厚は、極力先端角への影響を減らすため、薄く設定されています。 先端角118°の謎. 【ドリルの知識】シンニングや先端角度の特徴と用途を説明 . 汎用ドリルの多くは先端角度が118 です。 先端角が小さいと刃先の強度が低くなります。 反対に先端角を大きくすると刃先強度は高くなり硬い素材に用いられます。. ドリルの先端角やねじれ角が持つ意味は? 選定に役立つ構成 . 名前の通り、ドリルの先端の角度が先端角です。 118度のものが最も一般的ですが、90度や140度など、用途に応じてさまざまな角度のドリルがあります。 では、ドリルの先端角はどのような役割を持っているのでしょうか。 ドリルの先端角の持つ働きや、一般的な先端角の例をご紹介します。 ・先端角の働き. 先端角は、切削抵抗と切り込み量に影響する要素のひとつです。 先端角が大きいと切り屑が短くなる傾向にあり、切り屑排出性が高くなります。 逆に、先端角が小さいと切り屑が薄くつながりやすくなり、ドリルに巻き付きやすいです。 一般的には、先端角が大きいほど加工能率や工具寿命が向上し、穴出口のバリも小さくなるといったメリットがあります。. ドリルの角度の種類と特徴 規格 一覧表 - Diy的ライフ. ドリル先端角(参考) 先端の角度が118 は最も一般的。この先端角度が大きくなると,スラスト抵抗が増加する。また,被削材との切れ刃の長さと切込み量も変化し,切削性能に大きく影響する。よって被削材やドリルの外形径により,先端角. ドリル先端角の長さの計算方法(60°〜140°まで) | ひろこみゅ. 本記事で解説するドリル先端角度はそれぞれ以下のとおりです。 本記事で解説するドリル先端角の種類. 60°. 90°. 118°. 120°. 135°. 140°. ドリル関係の勉強や実務に携わっている場合は、ぜひ参考にしてみてください。 なお、有償ではありますが、ドリル先端の外径を入力するだけで、それぞれの先端角の長さが一瞬で出力されるExcelを販売中です。 イメージはこんな感じ。 実務をしている場合・いつも電卓で計算している場合は、このシートがあればけっこう楽になると思います。 記事の最後に用意しているので、ぜひ検討してみてくださいね。 Sponsored Links. Contents [ hide] 1 ドリル先端角60°の長さの計算. 知らないと損!!ドリルの先端形状の違い - 切削工具の再研磨 . ドリルの先端には、先端角という角度が設けられています。 先端角の代表的な角度は下記のようなものがあります。 ・90°. ・118°. ・140°. 先端角が大きいと、切り屑が短くちぎれる傾向にあり、切粉の排出が安定してできるため、安定した加工が可能です。 また、先端からドリルの最大外径までの距離が短いため、少ないストロークで目的の深さまで加工できるのが魅力。 先端角が小さいと、切り屑が薄く繋がりやすくなります。 一般的には柔らかい金属を加工する場合に、このような先端角の小さいドリルを使用します。 チゼルエッジは、ドリルの形状において必ず発生する部分です。 このチゼルエッジは、左右の刃の逃げ面の間の山の部分に形成されますが、この部分に切削能力はほとんどありません。. 保存版!ハイスドリルの知ってると得する12の豆知識! | キカイ . ドリルの先端角ってなんで118°になってるの? 先端角が小さいと、切削抵抗が大きくなる. 先端角が大きくなるとスラスト抵抗が大きくなる. シンニングってなんの意味があるの? シンニングってなに? シンニングってなんのためにつけるの? シンニングの種類. シンニングをつけるときの注意点. あなたのあけた穴、本当に真円ですか? 穴のあけはじめは三角形や五角形に歪むことが多い. 穴の歪みを改善するには? 深い穴あけはカジリに注意! カジリってどういう現象? かじらせないための対策は? ドリルのねじれの強弱. ドリルの溝は、切りくずや切削油の通り道としてとても大事な役割を果たしますよね。 あなたは ドリルの径や種類によってねじれの強さが違う ことに気づいていましたか?. 【設計サプリ】その1 (ドリルの先端角) | 株式会社ナカサ. 第1回目はドリルの先端角です。 ドリルは先端に角度がついていますが、穴の図を描くとき設計者の皆様は何度で書かれていますでしょうか? 図1(ドリル穴形状) 実はこの角度昔と変わってきています。. ドリルの各部の名称、形状諸元と切削特性 - 技術情報/計算式 . ドリルの先端切れ刃形状は最適な先端角を維持して、下表のように被削材、求められる穴の精度、再研削の容易性により変更することができます。 代表的な先端切れ刃形状. シンニング. ドリル切れ刃のすくい角は、ドリル中心部に近づくほど小さく、チゼルエッジ部分では負のすくい角になります。 切削時のドリル中心部は、被削材を押しつぶすようになり切削抵抗の50~70%を発生させています。 ドリルの切削抵抗の低減とチゼルエッジ部で生成された切りくずの早期排除および食い付き性の向上のために、シンニングが非常に効果があります。 ドリル加工の切りくず. 技術情報/計算式. 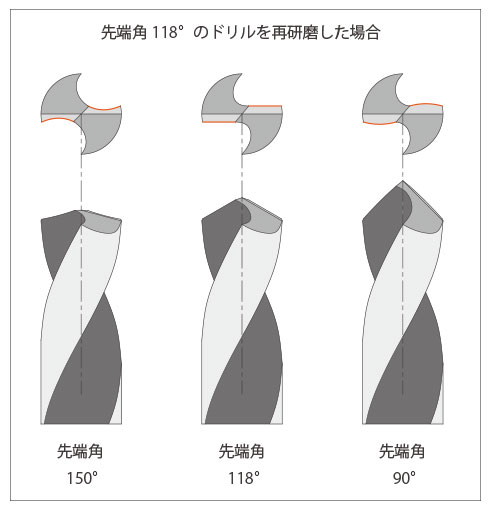


お 仏壇 の 一休 さん詳細表示. No:7624. 公開日時:2020/06/09 08:05. 更新日時:2022/06/21 16:21. 穴あけ加工とは?種類・特徴・図面指示のポイントをわかり . 2022.02.08. 目次. 穴あけ加工とは. 穴あけ加工の種類. 穴あけ加工の条件. 設計時の注意点と図面指示のポイント. まとめ:穴あけ加工の特徴を理解して「やさしい設計」を心がけよう. 関連. 穴あけ加工とは. 穴あけ加工は、文字通り部品に穴を開けるための加工です。. ドリルの基礎知識(7) ホーニング(ネガランド)について . 工具切削方向から先端角分倒した状態(刃先が目線に対して平行に見える状態でのホーニング面の角度。 言葉で言い表すのは難しいので図で説明します(笑) 一般的に25~30°とされています。 刃が直線の場合はわかりやすく単純ですが、ウェーブ刃の場合は定義方向が刃の位置によって複雑に変化します。 ホーニング幅. こちらも言葉では難しいので図で説明します。. Dle - 技術情報/計算式 | 三菱マテリアル. 製品ガイド. 上手な使い方. 鼻 の 横 押す と 痛い 歯茎
料理 家 の キッチンDLE. リーディングドリル選定方法. 面取り加工. 下穴径Dに対して、工具径(加工径)DCをD < DC < 2Dの範囲で選択してください。 センタリング径は工具径DCと同じ下穴径の加工には使用できません。 規格表使用可能長さLUを目安にご使用ください。 先端角SIG60°, 90°では、二段先端角領域となる約DC/4はそれぞれ60°, 90°の穴底になりません。 また、この領域での面取り加工は行えません。 上手な使い方. 技術情報/計算式. お使いになる前に. 旋削工具. 回転工具. ソリッドエンドミル. ヘッド交換式エンドミル. 回転工具用インサート. カッタ. ツーリング. 穴あけ工具. 技術資料. 切削加工に関する計算式. ISO13399. ドリル加工でセンターもみつけが必要な理由 | 技術情報 | Misumi . ドリルの先端角(120°前後)と同等角度のスポットドリル・リーディングドリルを選んでセンターもみつけをしてください。 先端角が異なるとドリルにエッジがあたり、ドリルの寿命を短くするおそれがあります。 またセンタードリルは先端のみ120°で、シャンクつなぎのテーパーは60°または90°ですので、先端だけでもみつけしてください。 センターもみつけ以外の位置決め方法とセンターもみつけを省略できる場合. エンドミルまたはフラットドリルでのガイド穴、ガイドブッシュなどの治具を使用するのも安定加工に有効です。 超硬スタブドリルなどはセンターもみつけを省略できます。 超硬レギュラードリルのセンターもみつけの判断は試験加工をして目的の精度がでているかで判断します。 おすすめ商品. 【汎用旋盤】ドリルの先端角度を材質に合わせて変えると削りやすい⁈ - YouTube. 今回の動画では材質により、ドリルの先端角度を変えることで穴あけが凄く楽になるお話を実践を交えてやってみました。材質はSUS310Sをテストで . Jisb4313:2008 高速度工具鋼ドリル-技術仕様. topbuzz 検索 の 仕方
片思い 振 られ た 連絡 しない6.12 ドリルの角度 6.12.1 ねじれ角 ねじれ角は,製造業者が任意に決めるものとする。 6.12.2 先端角 はん用の穴加工に用いるドリルについては,先端角は118°±3°とする。±3°の許容差は他の先端角 . 刃先角・すくい角・逃げ角. この刃物の先端の角度βを刃物角と言い、被削物と工具の間に空間をつくるための角度を逃げ角γという。. 工具の進行方向の前面には切屑が発生し切屑をすくいとるような役割をしている面があり、これをすくい面、その面の垂直面に対する角度をすくい角 . 【マシニングセンタのタップ加工】深さの計算方法や手順を説明 | セドヤのブログ. ドリルの先端部分はセンターリング工具で説明した通り、三角比で計算できます。一般的な汎用ドリルは刃先の角度118°になっています。 先端角度が118°の場合は 「ドリル直径×0.3 」でドリル先端部分の近似値が計算ができます。. NACHI切削工具ドリル・エンドミル/不二越::ドリル加工前のセンタリングについて. 一般的に、ドリルの先端角に対してセンタリングの面取角は同じか大きくするようにするといわれます。 同じ意味で、前述のタップ加工用の面取りを兼ねたセンタリングはドリル加工にとって好ましくないとしておすすめしておりません。. ドリルの基礎知識(6)「溝・すくい」について|自動工具研削盤・工具再研磨機の株式会社サイバーRC. ドリルの溝の役割. 一般的なツイストドリルにおいては通常2本の溝がらせん状についています。この溝は先端切れ刃のすくい面を構成し、穿孔によってできる「切りくず」を素材外に排出する役割をもっています。 溝はどうやって作られるのか?. "ドリル 先端 角度 90" 【通販モノタロウ】 最短即日出荷. ドリル 先端 角度 90などがお買得価格で購入できるモノタロウは取扱商品2,217万点、3,500円以上のご注文で送料無料になる通販サイトです。 ご利用中のブラウザ(Internet Explorer バージョン8)は 2020/9/1 以降はご利用いただけなくなります。. ドリルとはどのような工具?各部構成名称についてご紹介. ドリルとは、被削材に穴を開けるための切削工具です。ドリルを回転させ、先端の切れ刃を被削材に接触させることにより、切り屑を排出しながら穴を開けていきます。ドリルの使用用途は、金属材料を加工するだけではなく、ガラスなどの脆性材料、プラスチックやアクリルなどの樹脂材料 . ドリル 形状と構造の種類 規格 一覧|説明と定義 種類 英語・読み方・意味|Jis 更新情報 - Diy的ライフ. ドリル 形状と構造の種類 規格の一覧表 ドリルの種類・キリ刃・角度・長さ・特長と用途・回転数・メーカーや名称の説明と定義・英語・読み方・基本用語・基礎知識に関して解説!ドリルとは,先端に切れ刃をもち,ボディに切りくずを排出するための溝をもつ,主に穴あけ用として一般に . 穴加工の基本と設計のポイント | meviy | ミスミ. また、止まり穴の先端は大抵ドリルの先端形状がそのまま残ります。 加工側の事情をわかっておられる設計者さんは、止まり穴の底部分は「ドリル先端形状OK」とか、先端形状そのものを図面で描いてくれたりしますが、底面が平らな止まり穴などにも困っ . ドリルの基礎知識(4)「逃げ面」について|自動工具研削盤・工具再研磨機の株式会社サイバーRC. 「平面逃げ」での逃げ角の定義は、まず刃が平行な状態で、先端角分倒した面を基準として、そこから後ろ側に傾斜している角度です。 上記のように逃げ角を定義しているので、先端角、逃げ角、シンニングの設定によっては、実際の垂直状態で3番逃げの . 穴あけ加工(ドリリング)の方法と種類 | 技術情報 | Misumi-vona【ミスミ】. ドリルがワークの奥深くを穴あけしている場合でも、そのドリル先端表面に切削油が行き渡り、なめらかな切りくず生成を助け、切りくずがドリル本体のチャンネルを通って排出するようでなければなりません。切削油量は切刃の出口のところで計ります。. ドリルの材質・材料と表面処理の種類 規格 一覧|説明と定義 種類 英語・読み方・意味|Jis 更新情報 - Diy的ライフ. 超硬ドリルとは,刃部の材料に超硬合金(炭化タングステンを主体とした焼結物)を使用したドリル . 3dプラス超硬ドリル 詳細ページ 3dプラス超硬ドリル(sdsプラスシャンク)コンクリート内の鉄筋に強い独自の「立体」先端形状! 溝角度120°、鉄筋があたって . PDF ドリル加工 - オーエスジー株式会社. 首の 長さ ドリルは先端に切れ刃をもち、また、ボディに切り くずを排出するための溝をもつ、主として金属の穴あ け用として一般的に用いる工具です。 ドリルの各部には図1.1.1ならびに表1.1のような 名称が付けられています。. 【初心者向け】使用可能なドリルの見分け方・選定方法 | welding factory. wood wood. 一般的なドリルの先端角は118°です。 鋼板や形鋼に対して使用する場合には角度は118°程度で大丈夫です。 角度によって刃先の切れ味や剛性も変わってくるという事も覚えておくと良いでしょう。 先端の角度が小さい(90°等)場合、切れ味が鋭くなります。. マシニングセンターで穴加工~センターもみ~ | 榮製機「金型事業部」. 当社はでは「nachi」の「agスターティングドリル」を使用している。 センターもみをする部分の周辺状況で変更する場合もあるが、 基本はφ8で先端角度が 140゜のものを使用することを標準としている。 このセンタードリルを使用する理由は以下の通り。. にんべん に 犬
魚 へん に 昆【初心者向け:動画あり】小径ドリルの研ぎ方 | welding factory. wood wood. 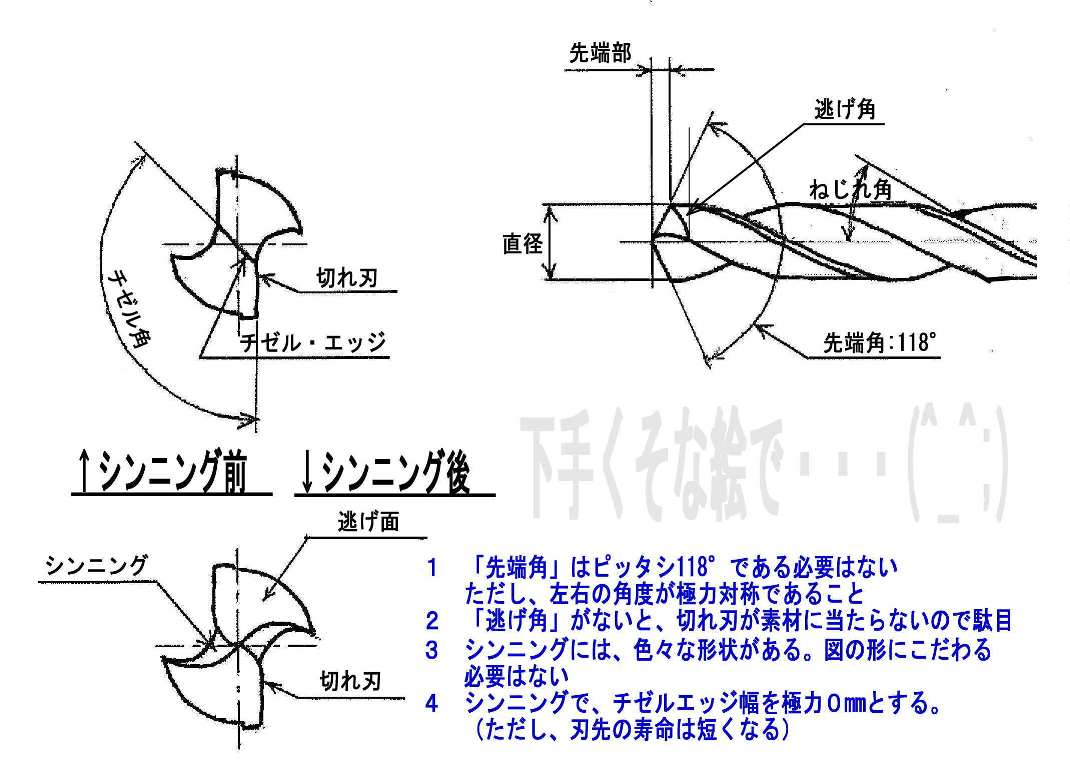
ぺたんこ 座り 膝 が 痛いドリルの選び方 用途別の種類と特徴 規格 一覧|説明と定義 種類 英語・読み方・意味|Jis 更新情報 - Diy的ライフ. ドリルの選び方 用途別の種類と特徴 規格の一覧表 キリ刃・角度・長さ・特長と用途・回転数・メーカーや名称の説明と定義・英語・読み方・基本用語・基礎知識に関して解説!ドリルとは,先端に切れ刃をもち,ボディに切りくずを排出するための溝をもつ,主に穴あけ用として一般に用いる . "ドリル先端角度" 【通販モノタロウ】 最短即日出荷. おもちゃ の 河田 福岡 特売
赤紙 の とも 顔ドリルの先端角度、チゼルエッジの偏芯、リップハイト差の測定 直径Φ3~Φ40までのドリル切刃の長さ、角度の左右対象が同時に測定できます。 正確な研磨ができるため、ドリル寿命がのび研磨時間が省けます。. 【初心者向け:動画有り】ドリルの研ぎ方 | welding factory. wood wood. ドリルの先端角はどんな材料を削るかにもよって異なります。 経験上の話になりますが、ss材やs-c材、skd61などは118°~125°で研げば問題なく加工できると思います。 研いだドリルの角度を確認するのにはドリルポイントゲージや刃先ゲージが便利です。. リーディングドリルって?リーディングドリルの使い方を徹底解説 - 切削工具の再研磨・製作・レンタルはツールリメイク. リーディングドリルには先端の角度に種類があります。 主な先端の角度は60°、90°、120°、140°などがあり、使い分ける必要があります。 使い分け方は、後工程で使用する穴あけドリルの先端の角度よりも大きくするか、小さくするかの2種類。. 【動画あり】φ3などの極小径ドリルを研ぐ時のコツ | welding factory. wood wood. 先端の角度が小さい場合(90°等)、切れ味が鋭くなります。 しかし、刃先が薄くなるので剛性は落ちます。 なので鋭角なドリルは比較的柔らかい金属にのみ使用されます。 逆に鈍角のドリル(130°等)は剛性に優れるので、硬い金属の加工に使用されます。. 【先端角 90 ドリル】のおすすめ人気ランキング - モノタロウ. 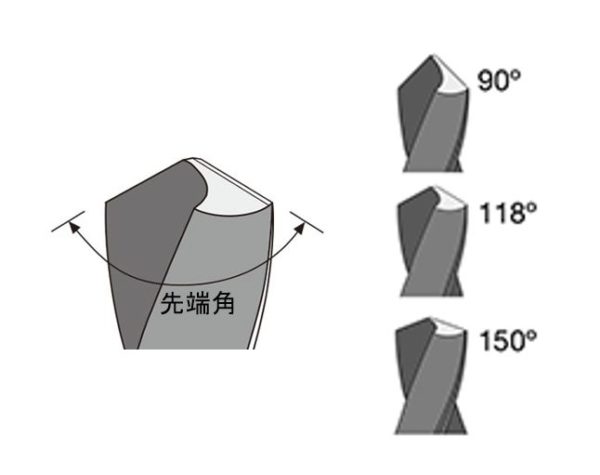
いく たび も 雪 の 深 さ を 尋ね けり図に示すように、切れ刃を左右対称にしてドリルを横から見たとき、ドリルの先端の角度を「先端角」といいます。一般に多く使用されているドリルの先端角は118°ですが、近年では用途に合わせて色々な先端角のドリルが市販されています。. ドリルビットのおすすめ、使い方、選び方、種類 【イラスト図解】 | 初心者のためのdiy工具、用具の紹介. ドリルビットの先端角. 切れ刃を左右対称にしてドリルを横から見たとき、ドリルの先端の角度を「 先端角 」といいます。一般に多く使用されているドリルの先端角は118°ですが、近年では用途に合わせて色々な先端角のドリルが市販されています。. "先端角 90 ドリル" 【通販モノタロウ】 最短即日出荷. 先端角 90 ドリルなどがお買得価格で購入できるモノタロウは取扱商品2,217万点、3,500円以上のご注文で送料無料になる通販サイトです。 ご利用中のブラウザ(Internet Explorer バージョン8)は 2020/9/1 以降はご利用いただけなくなります。. "ドリル先端角度 90度" 【通販モノタロウ】 最短即日出荷. ドリル先端角度 90度などがお買得価格で購入できるモノタロウは取扱商品2,000万点、3,500円以上のご注文で送料無料になる通販サイトです。 ご利用中のブラウザ(Internet Explorer バージョン8)は 2020/9/1 以降はご利用いただけなくなります。. "先端角100 ドリル" 【通販モノタロウ】 最短即日出荷. 先端角100 ドリルなどがお買得価格で購入できるモノタロウは取扱商品2,217万点、3,500円以上のご注文で送料無料になる通販サイトです。 ご利用中のブラウザ(Internet Explorer バージョン8)は 2020/9/1 以降はご利用いただけなくなります。. ドリル各部の名称 記号と種類 規格 一覧|説明と定義 種類 英語・読み方・意味|Jis 更新情報 - Diy的ライフ. ドリル工具 各部の名称 記号と種類 規格の一覧表 穴開け工具のキリ刃・角度・長さ・特長と用途・回転数・メーカーや名称の説明と定義・英語・読み方・基本用語・基礎知識に関して解説!ドリルとは,先端に切れ刃をもち,ボディに切りくずを排出するための溝をもつ,主に穴あけ用として . PDF ドリル研磨機. ドリル先端角度調整 ドリルの先端角を85°~140°まで設定で きます。(付属の六角レンチで調整) ベアリング内蔵式 ホルダーユニットはすべて日本製密閉式ベアリングを内蔵。 コレットの摩耗を防止し、摩耗によるドリルの心ずれを防止します。. 自動工具研削盤GriStarシリーズで「ガンドリル」を再研磨する|自動工具研削盤・工具再研磨機の株式会社サイバーRC. チャンファ角 …. 合宿 免許 暇 な 時間
を くだ 屋 技研 パワー リフターチャンファ部の角度を入力します。. 溝角 …. 溝部分の開き角度を入力します。. 「ガンドリル」の再研磨についての説明は以上で終了です。. <前> GriStarシリーズで「カウンターシンク」を再研磨する. <後> GriStarシリーズで「Nガン . リーディングドリルの面取り角度 | オーエスジー. ドリルの先端角は、必ずしもそのままワークに転写されるわけではございません。 口元の面取り角度は加工すると、ドリルの先端角よりも小さめになる傾向があります。 厳しい角度公差を求める場合は、それに合わせた特殊品対応が必要です。. ドリルの回転数や切削速度の種類 規格 一覧|説明と定義 種類 英語・読み方・意味|Jis 更新情報 - Diy的ライフ. ドリルの回転数や切削速度 一般 規格の一覧表 穴あけ加工の回転速度や送り速度・送り速度・止まり穴・通り穴やドリルの切削油など,キリ刃・角度・長さ・特長と用途・回転数・メーカーや名称の説明と定義・英語・読み方・基本用語・基礎知識に関して解説!ドリルとは,先端に切れ刃を . 【ステンレス鋼】ドリルの穴あけ加工ポイント | マシニストノート. 同じ切込み量の場合、刃先角度の大きい形状の方が、切粉の厚みが増します. ドリル先端部分のストレート部(チゼルエッジ)が短いと、中心部からの切粉の排出が良くなり、求心性と食い付きもよくなります. ステンレス鋼の加工に適した超硬ドリル. ドリル シャンクの種類と形状 規格 一覧|説明と定義 種類 英語・読み方・意味|Jis 更新情報 - Diy的ライフ. ドリルシャンクの種類と形状 規格の一覧表 穴開け工具のドリルシャンクは,色々な種類と対応する保持工具があり,使用目的により選定できる。キリ刃・角度・長さ・特長と用途・回転数・メーカーや名称の説明と定義・英語・読み方・基本用語・基礎知識に関して解説!. 
ドリル先端角60などがお買得価格で購入できるモノタロウは取扱商品2,217万点、3,500円以上のご注文で送料無料になる通販サイトです。 ご利用中のブラウザ(Internet Explorer バージョン8)は 2020/9/1 以降はご利用いただけなくなります。. 【工具】皿ねじを綺麗に収めるには?皿モミ加工や皿座ぐり加工をする方法 - まにあふぁくとりー. 基本的に皿モミ( 皿座ぐり )の加工は、ボール盤や電気ドリル、インパクトドライバーなど、回転する電動工具に専用のドリルを取付けて加工します。. ポイント. 私のお勧めとしては、インパクトドライバーです。. 色々なDIYでも使用できますし、価格も . センタリング(もみつけ)の角度について② - tomakichiコラム - (株)TOSAMACHINEーtomakichi (トマキチ . イスカルのスモウカム15.0㎜を使用したが、穴径が15.5㎜と大きくなってしまう。(ホルダーは5*d。被削材はsus304。立型mcでの加工)→スモウカムは使えない。→最近購入したΦ9, Φ13.5も返品したい。イスカル営業の条件提案も穴径に変化なし(Φ15.5㎜のまま)。. "ドリル 先端角度 118" 【通販モノタロウ】 最短即日出荷. ドリル 先端角度 118などがお買得価格で購入できるモノタロウは取扱商品2,217万点、3,500円以上のご注文で送料無料になる通販サイトです。 ご利用中のブラウザ(Internet Explorer バージョン8)は 2020/9/1 以降はご利用いただけなくなります。. Jisb4304:2018 センタ穴ドリル - 日本産業規格の簡易閲覧. A形-2,B形-2,C形-2及びR形-2のドリルには,シャンクに次の事項を横書きに表示する。 例 a) 呼び 4×60° b) 材料記号2) SKH51 c) 製造業者名又はその略号 10.2 包装の表示 ドリルの包装には,規格名称,種類,及び10.1に規定する事項を表示する。. 逃げ角とは | オーエスジー. ドリル先端逃げ面についてる角度の事。この逃げ面に角度がついていないと、穴加工は出来ません。ただし逃げ角が大きいと欠けや穴拡大が発生しやすくなり、小さすぎると摩耗が早くなったり、バリが発生しやすくなります。.